目錄表
G101 銑六角加工循環
使用方式
G101 M0. P30. D20. Z-10. F200 F1=200 S1=1000 H1.
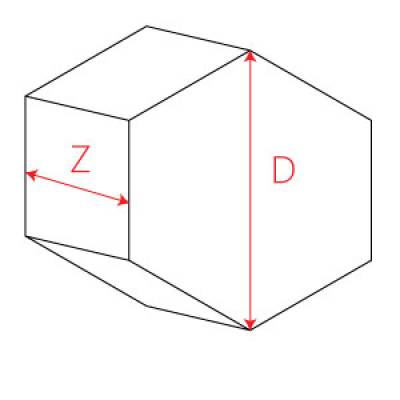
M0: 外切圓模式
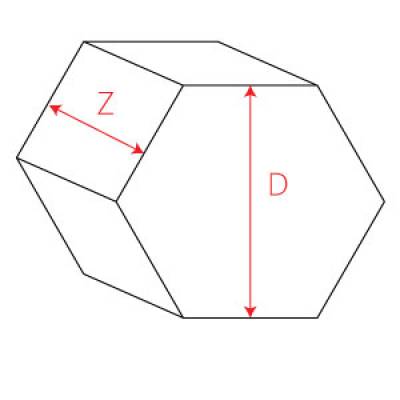
M1: 內切圓模式
參數說明
- M: 運算方式 (0: 外切圓 / 1: 內切圓)
- P: 工件直徑 (單位mm)
- D: 六角形直徑 (單位mm)
- Z: 深度 (單位mm)
- F: 進給率 (單位 mm/min)
- F1: 精銑削進給率 (單位 mm/min)
- S1: 精銑削轉速
- H: 精銑削次數
G101 M0. P30. D20. Z-10. F200 F1=200 S1=1000 H1.